Saldatura a fascio di elettroni (EBW)
Dopo aver letto questo articolo imparerai la saldatura a fascio di elettroni con l'aiuto di un diagramma.
Nella saldatura a fascio di elettroni si usa un raggio di elezioni per fondere il metallo dove deve essere saldato. Questo processo fu sviluppato contemporaneamente negli Stati Uniti e nella Germania occidentale all'inizio degli anni '50.
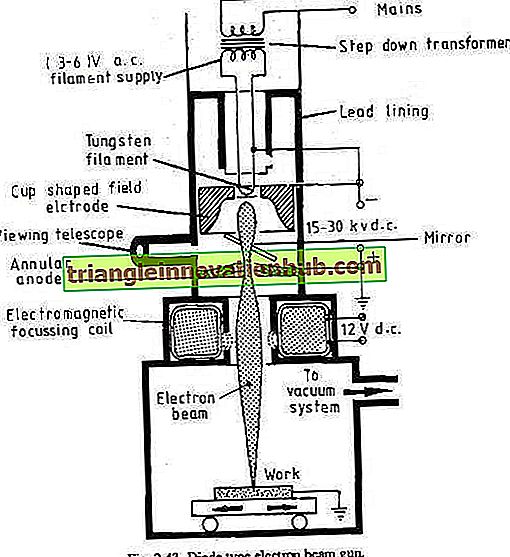
In EBW un filamento riscaldato è usato come una fonte di elettroni che sono fatti fluire verso e attraverso un anodo anulare di campo. Il fascio di elettroni viene successivamente focalizzato con l'aiuto di una bobina di messa a fuoco. Passa quindi attraverso uno stretto passaggio verso il pezzo da saldare, che viene posto in una camera a vuoto.
Il pezzo può essere spostato per creare la velocità di saldatura necessaria. Pertanto, i principali elementi di un sistema EBW sono: unità di emissione e accelerazione di elettroni, unità di messa a fuoco del fascio e una camera a vuoto per trattenere il pezzo. È comune chiamare l'unità, esclusa la camera del vuoto, una pistola EBW.
Per fare in modo che gli elettroni si muovano ininterrottamente è essenziale usare il vuoto con una pressione di 10-1 a 10 -2 torr (mm di mercurio) in tutta la colonna della pistola EBW e nella camera. Tuttavia, sono state sviluppate pistole EBW per operare a media depressione e a pressione atmosferica, ma la loro efficacia è molto inferiore rispetto alle pistole ad alto vuoto, ad esempio, le pistole ad alto vuoto possono saldare pezzi fino a 150 mm mentre nelle pistole a medio vuoto il limite è di circa 50 mm e nelle unità non sotto vuoto non deve superare 12 mm.
I cannoni EBW sono di due tipi, diodo e triodo i termini corrispondono a valvole elettroniche con lo stesso nome. La potenza penetrante del fascio di elettroni dipende dalla velocità degli elettroni che è controllata dall'entità della tensione di accelerazione. A seconda della tensione di accelerazione, le pistole EBW sono classificate come di bassa tensione e di alta tensione con una gamma di tensioni rispettivamente compresa tra 15-30 kv e 70 150 kv. La Fig. 2.43 mostra un'unità EBW di tipo diodo.
Le saldature EBW sono molto strette e possono essere del tipo a piena penetrazione con rapporto larghezza / penetrazione di 1: 20 rispetto a 5: 1 di saldatura ad arco in metallo schermato e 2: 1 di saldatura ad arco in metallo a gas. La densità di energia EB essendo quasi 5 x 10 8 W / mm 2 è possibile fondere e, quindi, saldare qualsiasi metallo noto.
Le applicazioni commerciali di EBW comprendono la saldatura di superleghe, metalli refrattari, metalli reattivi e acciai inossidabili. I componenti in titanio, berillio, molibdeno e zirconio sono generalmente saldati dalla EBW. È ampiamente usato nell'industria elettronica, nucleare, missilistica e aeronautica.
Le applicazioni tipiche di EBW includono la saldatura di ingranaggi a grappolo, complessi sistemi di valvole realizzati in leghe resistenti alla corrosione per le industrie automobilistiche, nonché capsule a pressione e telai di scafo missilistico.